

һ.����
1.��������
������װ������Ӣ�ij�֮Ϊ��SURFACE��MOUNT��TECHNOLOGY�������SMT�����ǽ�������װԪ����������ӡ���ǵ�·�庸����Ϳ�������࣬�ٽ�������װԪ����ȷ�طŵ�Ϳ�к�����ĺ����ϣ�ͨ������ӡ�Ƶ�·��ֱ���������ۻ�����ȴ���ʵ����Ԫ������ӡ�Ƶ�·֮�������.
2.������װ�������ŵ㣺
1����װ�ܶȸߣ�����SMT�����˵����ʹ���Ӳ�Ʒ�����С60%����������75%
2���ɿ��Ը࣬һ�㲻��������С�ڰ����֮ʮ����ͨ��Ԫ�����庸�Ӽ�����һ��������.
3����Ƶ���Ժ�
4�����ͳɱ�
5�������Զ�������.
3.������װ������ȱ�㣺
1)Ԫ�����ϵı����ֵ�����壬ά��������
2)ά�����������ѣ�����ר�ù���
3��Ԫ������ӡˢ��֮��������ϵ����CTE��һ���Բ����ר��Я�ֲ�װ�豸�����͵ĵ�����ϵ��ӡ�ư�ij��֣������Ѳ��ٳ�Ϊ�谭SMT���뷢չ���ϰ�.
4.������װ�������̣�
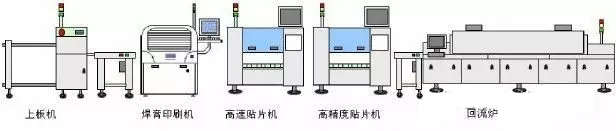
SMT����������������Ĺ������̣�һ��Ϊ������������գ���һ������Ƭ�����庸����.��ʵ�������У�Ӧ��������Ԫ����������װ���������Լ���Ʒ������ѡ��ͬ�Ĺ������̣��ֽ������Ĺ�������ͼʾ���£�
1)���ࡪ���������գ��ù������̵��ص��Ǽ���ݣ������ڲ�Ʒ����ļ�С.
2)��Ƭ-���庸���գ��ù������̵��ص�������˫���ռ䣬���Ӳ�Ʒ��������Խ�һ����С������ʹ��ͨ��Ԫ�����۸���������豸Ҫ�����࣬���庸������ȱ�ݽ϶࣬����ʵ�ָ��ܶ���װ��
3)��ϰ�װ���ù��������ص��dz������PCB�� ˫��ռ䣬��ʵ�ְ�װ�����С���ķ���֮һ�����Ա���ͨ��Ԫ���۵͵��ص�.
4)˫����������ࡪ���������գ��ù������̵��ص��ܳ������PCB�ռ䣬��ʵ�ְ�װ�����С�������տ��Ƹ��ӣ�Ҫ���ϸ������ܼ��ͻ�С�͵��Ʒ���ƶ��绰�ǵ��Ͳ�Ʒ֮һ.
����֪���������Ͳ��Ϸ��棬����ͽ�ˮ���Ǵ����������壬���������ȱ��ռSMT��ȱ�ݵ�60%��ѵ��������Щ����֪ʶ���ܱ�֤SMT����.SMT���漰����װ�����գ���ӡˢ���գ��㽺���գ����Ź��գ�
�̻����գ�ֻҪ������һ���ڹ��ղ���Ư�ƣ��ͻᵼ�²���Ʒ������SMT������Ա������зḻ�Ĺ���֪ʶ����ʱ���ӹ���״����Ԥ�ⷢչ����.
��.��������ӡˢ����
1.�������ǽ����Ϸ�ĩ������������ܵĺ�״������϶��ɵ�һ�ֽ��ϣ�ͨ�����Ϸ�ĩռ90%�����ң������ǻ�ѧ�ɷ�.����һ�����ӵ�����ϵͳ�����캸�����漰������ѧ������ұ��ѧ���л���ѧ������ѧ���ۺ�֪ʶ��
1�����ں�����һ������壬���ڴ���ӵij����ṹ�Ͳ��ƣ�����Ĵ��ڣ����ǵ�������ΪԶ�ȵͷ������帴�ӵö࣬������������������ʱ���������ͼ������ʲ��ٳɱ�����Һ����Ȳ����dz�������������Ϊ����������ѧ���̣�����ڹ����Ͻ����������Ϊ���������.
2���������������������ӣ��������Ѹ���½������½���һ���̶Ⱥ��ֿ�ʼ�ȶ�����.��������ӡˢʱ���ܵ��ε����������ã������½���������ģ�崰��ʱ���ȴﵽ��ͣ�����˳��ͨ�����ڳ�����PCB�����ϣ�����������ֹͣ�����������־��ٻ���.
3�����������ɺ����ĩ���͡���״��������ɣ������ĩ������һ�������25UM-45UM�����ֵķ�δ�ᵼ���º��������ܱ�����
��״�����У�ͨ������һ�����������������֬����һ����������ã����Ƿ�ֹ�ں��ӹ����г�Ĥ���ϵĶ�����.
4�����뺸����Ϳ��������һ���ǽ���ģ��ӡˢ����һ����ͨ���㽺����Ϳ�����������Ҫ��ͬ�ȵ����࣬���ȷ�Χ���±���
5�������ӡˢ���ܣ�SMT�������У�����Ҫ����˳���أ���ͣ��ͨ������©��������ת��PCB�ϣ���������ӡˢ���ܲ��ã��ͻ����©��Ŀ��ۣ��������������������У���ԭ���Ǻ�����ȱ��һ����ӡ�����������������ģ��Ͻ��δ����״������ֲ�������Ҫ��Ҳ������ӡˢ�����½�..
6�����������������ӡˢ�����һ��ʱ�䣨8H�����ܱ����㹻������DZ����.
7�����������ȣ�������������ӡ��PCB�ϲ���һ�����º��Ƿ��Ա���������״��һ������������������ᵼ�»���������֡����������顱
2.�������ӡˢ������
�������ӡˢ��SMT�е�һ�����������ӡˢ�漰�������������-----�����࣬ģ���ӡˢ��������֮�������ϣ��Ը�������ʵ�ֺ�����Ķ��������Ƿdz���Ҫ��.��������ǰ����˵��������Ҫ˵������ģ�鼰ӡˢ��.
1)����ģ�壨stencils�������췽����
A.��ѧ��ʴ�������ڴ��ڲฯʴ���ʴ��ڱڹ��Ȳ������Բ���ֲ���Ч���ϲ���©ӡЧ��Ҳ�ϲ�.
B.�����и����������������CO2��YAG���ⷢ����������һ��ֱ���ڽ���ģ�����и��.
C.�������������������ģ��۸���Ȼ�ǹ��ʺ���ϸ����������Ӳ�Ʒ��ʹ��.
2��ӡˢ����˵��ȫ�Զ�ӡˢ����ͨ���й�ѧ��ϵͳ��ͨ����PCB��ģ���϶���־��ʶ��ʵ��ģ��������PCB���̵��Զ�����ӡˢ�����ȴ�0.01MM����ӡˢ���Ķ��ֹ��ղ�������ε��ٶȣ��ε�ѹ������ģ�ٶȣ�ģ����PCB��֮�䡡��϶�����˹��趨.
3��Ӱ��ӡˢЧ�������أ�
A.ģ�崰�ڵĹ⻬���뾶���.
B.���ഥ�����ܵ�Ӱ��.
4������ӡˢ���̣�
��A.������������Ӧ���������أ�0��10��֮�䣩��ʹ��ʱ���ӱ���ȡ�����£�4Сʱ�����ٴǣ��������Ĺ���ͨ���������裬Լ0.5��1H�����ʹ�ã�Ӧע�⣬������ȣ������Ƿ���ϵ�ǰ��Ʒ��Ҫ��.��Ӧ���ȼƽ��в�����
B.��װ��У��ģ�壬���Զ���ͨ��CCD������.
C.ӡˢ���ࣺ�������������࣬ע����������磬�ྻ���¶ȣ�23��3���ȣ����ʪ��С��70%
D.�깤/��ϴģ��.
5��ӡˢ�����ղ����ĵ�����Ӱ�죺
A.�ε��ٶȣ���һ����12-40mm/s
B.�ε�ѹ����һ����0.5KG/25MM
C.�ε����ȣ�ΪPCB���ȼ�50MM����Ϊ���
D.ӡˢ��϶��һ�������0��0.07MM
E.�����ٶȣ�
F.�ε���״����������.
6������ӡˢ��ȱ�ݣ�����ԭ�Բߣ�
A.����ͼ�δ�λ��
����ԭ�ְ��λ�����뺸��ƫ�ƣ�ӡˢ��ӡˢ���Ȳ���
��������������
�Բߣ������ְ�λ�ã�����ӡˢ��
B.����ͼ�����⣬�а��ݣ�
����ԭ�ε�ѹ��������Ƥ�ε�Ӳ�Ȳ����������ش�
Σ�����������������׳����麸������ǿ�Ȳ���.
�Բߣ�����ӡˢѹ�����������Ρ����Ľ�ģ�崰�����.
C.������̫�ࣺ
����ԭ��ģ�崰�ڳߴ����PCBģ��ļ�϶����
�������������
�Բߣ����ģ�崰�ڳߴ磬����ӡˢ�������ر���PCBģ��ļ�϶
D.ͼ�β������жϵ�
����ԭ��ģ�崰�ڱڹ�Ȳ��ã�ӡˢ��ζ࣬δ�ܼ�ʱ��ȥ���࣬���ഥ���Բ���.
Σ�����������������㣬��ٺ�ȱ��.
�Բߣ�����ģ��.
E.ͼ��մ�ۣ�
����ԭ��ģ��ӡˢ�����࣬δ�ܼ�ʱ���ھ�,����������ְ��뿪ʱ����.
����������.
�Բߣ�����ģ�壬�����࣬��������
��֮������ӡˢʱӦע������IJ�������ʱ�仯��������/��״�������Ժ��������ܣ����⣬ӡˢ���IJ���Ҳ������仯����ӡˢѹ��/�ٶȺͻ����¶ȣ�����ӡˢ�����Ժ��������кܴ�Ӱ�죬���Ӧ��ϸ�Դ�ӡˢ�����е�ÿ���������������۲�ͼ�¼���ϵ�������ǹ�˾��ƷLASCAN��L3000��3D�������Ȳ�����ͨ�������ڿ��ӷ�Χ�ϻ�ȡ���������ݣ������õ������ϵ�һЩ���������������ֵ����Сֵ��ƽ��ֵ�����.����ȣ���ǰ����������֪�������������������ӡˢҲ���ź���Ҫ�����ã��������ϴ�������ð���Һͨ����ת�۶Ը���������ϴ
������Ƭ��������Ƭ��
SMT�����е���Ƭ����ͨ����ָ��һ���ķ�ʽ��ƬʽԪ����ȷ������PCBָ����λ���ϣ��������Ӣ�ij�Ϊpick and place ,��Ȼ����ָ��ȡ/ʰȡ�������������.
��30��������Ƭ���������ڵĵ��ٶȣ�1��1.5��/Ƭ���͵;��ȣ���е���У���չ�����٣�0.08��/Ƭ���߾��ȣ���ѧ���У���Ƭ���ȡ�60um/4q���߾���ȫ�Զ���Ƭ�����ɼ��������ѧ�����ܻ�е������˿�ˣ�ֱ�ߵ��죬�������г���������Լ����ϵͳ���ִ��������ɵĻ���һ�廯�ĸ߿Ƽ�װ��.
1����Ƭ���Ľṹ������:
�ṹ�ɷ�Ϊ���ܣ�PCB���ͻ�����֧��̨X��Y����Z/Q�ŷ�����λϵͳ����ѧʶ��ϵͳ����Ƭͷ�����������������ͼ������������.
2�������ֹ��ܣ�
��̨:֧��ȫ��������Ӧ�����㹻�ĸ���.
�����������ɸ��ְ�װ��ʽ��Ԫ����������Ԫ�����͵�ȡ�ϲ�λ��PCB��λ������֧��PCB��ʹ����X��Y������ȷ��λ.
��װͷ��ȡԪ��������λУ����Ԫ���������趨λ��.
��λϵͳ��Ӱ����װ���Ⱥ���װ�ʣ�Ŀǰһ����ֱ���ŷ���������ݴ�ʽ����˿�˴���.
���������ϵͳ����װ���Ĵ��ԣ�������װ������ָ������.
3����װ�������͡�
����ͬ��Ŀ�ģ���װ���в�ͬ�ķ������
A.����װ��ʽ���ࣺ
˳��ʽ������ʽ��ͬʱʽ��ͬʱ/����ʽ
B.����װ�ٶȣ���װ�ʣ�����
���٣����٣�����
C.���۸�֣����͵���10��USD �£����е�(10��USD--20��USD)�ߵ�(20��USD��)
D.Ӱ����װ�����ܵ���Ҫ���أ�
�ܻ���е�ṹ X-Y���ͻ��� ��������
��֮������Ƭ���ľ�����Ҫ��������������뺸�̵�ƫ�ƶȣ�����CHIP ������Ȳ��ܳ������̵�1/3�����Ȳ��ܳ�������1/3�ȵ�.
�� ��������
������(REFLOW)�����ı�����ͨ�������ۻ�Ԥ�ȷ��õĺ������γɺ��㣬�ں��ӹ����в��ټ��κζ��⺸�ϵ�һ�ֺ��ӷ�����������������ΪSMT����������.
1. �������봫ͳ�IJ��庸��ȣ����������ŵ㣺
1)�����ܶ������䣬���ȸߣ��������ȴ����٣�������������ʹ������Խ���.
2)�����ں��Ӹ��ָ߾��ȣ���Ҫ���Ԫ��������0603��������Լ�QFP��BGA��CSP��оƬ��װ����.
3)����ȱ���٣�����������С��10*10(-6)
2. ����¯�Ļ����ṹ��
���͵ĺ���---ǿ����ѭ������¯��һ�ֽ��ȷ������Զ����Ƚ����һ������豸���������˺�������¯��ǿ���ȷ�������ߵij�����������Ч�ؿ˷�Զ��������¯����ӰЧӦ����Ŀǰ��Ϊ����ĺ����豸.
ͨ�������������ɣ���һ�͵���������������״Զ����������ӵ�һ�����ĸ��������������ȷ����������������Ϊ�����������ڶ��͵��������ļ����������ã���Ҫ��Ϊ��ʹSMA���ȸ����ȣ��Ա�֤SMA�ڳ�����õ�״̬�½��뺸������.
1)�����壬�����弸��ȫ���������ּ���������Щ���쳧�̻��������Ϳ�к���Ϳ�㣬�����Ӻ��ⷢXIE����.
2)����ϵͳ������¯�Ĵ���ϵͳ�����֣�һ�������ķ���ϡ������ά�������Dz��������������������.
3)ǿ�ƶ���ϵͳ��������ʱӦ��ѡ������ȶ���ϵͳ.
4)�¿�ϵͳ.
3. �����¶����ߵĵ���
������¶�����ͨ�����ĸ�������ɣ�Ԥ������������/������������������ȴ�����ֽ��������¶ȼ�ͣ��ʱ���Ҫ���������
A.Ԥ�����������еIJ����ܼ���ʱ�ӷ�����Ԫ�����ر���Ƭʽ����Ԫ���������£�����Ӧ�Ժ�ĸ���.
B.����������ʱ�ӷ����һ����ȥ���������ʼ�������Ч��ȥ�����ӱ���������SMA�����¶����ȷ������Ӱ���ܱ����Ⱦ��������¶��²�ӽ���Сֵ
C.����������ʱ�����ۻ���ͬʱ���Ҳ��һ���ֽ⣬��Ч�������������������¶ȵĸ࣬�����������ͣ����������͡�Ԫ�������ŵ�һ���߶�.�ڻ������������ۻ�������ı����������Զ�У����Ƭ�����������Ԫ��������ƫ�ƣ���Ҳ�����ں�����Ʋ���ȷ������ֺ���ȱ�ݣ�����BEI������
D.��ȴ��������Ѹ�ٽ��£��������̣�����Ѹ����ȴ��ʹ���Ͼ���ϸ�������ǿ����࣬�������.
¯�����߶�Ԫ��������Ч���dz���Ҫ�����Ҫ��¯�ӵ��¶Ƚ��в������豸Ҫ��Ҳ�dz��ϸ����ǹ�˾��ƷӢ���� SOLDERSTAL ¯�²����������õ�Ϊ���ṩ����.
�壺����������������
1.�����ĺ�����ۣ�
1)��ʪ�̶Ⱥã�
2)�����ں�����������������Խ�ӽ�������ߺ��ϲ�Խ�����Ӵ���һ��ӦС��30�ȣ����ں��̱��߽�С�ĺ��㣬Ӧ������״�������棬�����������治�����к��ϵ��赲�㼰������Ⱦ�
3)���㴦�ĺ��ϲ�Ҫ���У������������
4)����λ�ñ���ȷ��Ԫ���Ķ�ͷ/����Ӧ���ں��̵�����λ�ã����ȼ����ȷ���Ӧ���ֳ�Խ����.
5)����ƽ��Ӧ������Բ���������������γɵĺ���Ӧ�й��������.
ԭ���ϣ�����Ҫ���Ӧ����һ�к��㣬��������ʲô����������ɣ�Ҳ����������PCB���ĸ�λ���ϣ���Ӧʹ�˸о������Ǿ��ȣ�����������
2. SMT�����г���������ȱ�ݼ����������
1)��������IJ��������취
�������У�ƬʽԪ�������������������֮Ϊ�����������ĸ���ԭ����Ԫ�����ߵ���ʪ����ƽ�⣬����Ԫ�����˵�����Ҳ��ƽ�⣬�Ӷ�������������ķ���.��Ҫ�����¼���ԭ����ɣ�
A.���� ����벼�ֲ�����������һ����������PCB����������²��������Ԫ���������Ȳ����ȣ���������Ǹı亸������벼��.
B.����������ӡˢ�����������ѡ�û��Խϸ�����࣬�ı�����ӡˢ�������ر���ģ��Ĵ��ڳߴ�.
C.��Ƭ��Z�᷽�����������ȣ��ᵼ��Ԫ�����뵽�����еĺ�Ȳ�һ����λ��ֱ�ӵ�����������������ǵ�����Ƭ������.
D.¯������ PCB�������߲���ȷ��ԭ���ǰ������²������취�Ǹ���ÿ�ֲ�Ʒ�����¶�����.
E.N2����������Ũ�ȣ�����N2�����Ӻ��ϵ���ʪ���������������͵�����·����������������࣬ͨ����Ϊ������������100*10(-6)�������.
2)����������������ԭ�������취��
A.�¶����߲���ȷ;ͨ��Ӧע���������ʣ�����ȡ���е�Ԥ�ȣ�����һ���ܺõ�ƽ̨ʹ�ܼ��ֻӷ����Ӷ��������������.
B����������������������ͻᵼ�º����ɷֹ���ӷ���������飬������ˮ����/����������Ҳ����ɣ�ģ�������²������ٺͻ�ԭ��ƿ�У�������ƿ���� ����Ҳ���������.
C.ӡˢ����Ƭ�� ģ���뺸�̶���ƫ�ƣ�ӡˢ�������ã� ��Ƭ������Z��ͷ�Ǹ���Ԫ���ĺ������λ���ʻ�����Ԫ������PCB��һ˲�佫�����ۡ���ѹ����������������������ϸ����ģ���װ�У���Ӧ���ɶ�����Z���ȿɽ��е���.
D.ģ��ĺ���뿪�ڳߴ磺 ���ڹ����ر����û�ѧ��ʴ���������ģ�壬���������ѡ���ʵ��ĺ�ȵ�ģ��ͳߴ����� ..
3)���Ӻ�ӡ�ư��躸Ĥ���ݵ�ԭ����������������ԭ�������躸Ĥ��PCB����֮���������/ˮ���������ǻᵽ��ͬ�Ĺ��չ��̣�����������ʱ���������ͣ������躸Ĥ��PCB���ķֲ㣬�����¶���Խϸ࣬�����ݾ��ȳ����ں�����Χ.�����������
Ӧ�ϸ���Ƹ������ڣ�������PCBӦ�������⣬PCBӦ�����ͨ����ﻷ���£�����ڲ�����6��.�£�PCB�ں���ǰӦ���ں�����Ԥ��105�� 4��6H ���庸��Ԥ���¶�Ӧ�ϸ���ƣ����벨�庸ǰӦ�ﵽ100��---120�ȣ� ʹ�ú�ˮ������ʱ����Ԥ���¶Ⱦʹﵽ110��---125�ȣ�ȷ��ˮ���ܻӷ���.
4)о��������ָ�������뺸����������оƬ����֮�䣬���γ����ص��麸������Ҫ���������������ʱ���У�������������Ӧ���Ȱ�SMA���Ԥ�Ⱥ��ٷ���¯�м���麸�̵Ŀɺ���.������Ԫ���Ĺ�����.Ҳ�й�.
5)ƬʽԪ��������ƬʽԪ���Ŀ��ѳ����ڶ��Ƭʽ������(MLCC)����ԭ����Ҫ����Ӧ�����е������.Ԥ���취�ǣ�������ں��ӹ������ߣ��ر���Ԥ�����¶Ȳ��ܹ��ͣ���ƬʱӦ���������Ƭ��Z������Ÿ�ȣ�Ӧע��ƴ��ĸ��״.PCB�����̶ȣ��ر��Ǻ��Ӻ�������̶ȣ�Ӧ������Ե�У��.
6)���㲻����/������ࣺSMA��¯��δ��ǿ�Ʒ���Ҳ����ֲ������Ͳ��������������������н��������ͣ����ʲ����ӷ�����ɫ�Ҳ��ͻ���������������.
7)PCBŤ������Ժܶ�ԭ�����������Ͻ���������ڼ۸�ġ��Ϳռ�����������£�ѡ��TG���PCB������PCB �ĺ�ȣ���ȡ����ѳ����ȣ��������PCB˫��ĸֲ����Ӧ���⣬��û�е�·�ĵط�����ͭ�㣬����������ʽ����,������PCB�ĸնȣ�����Ƭǰ��PCBԤ�棬��������105��/4H,�����о�г־��룬��֤PCB�������͵Ŀռ�أ����ӹ����¶Ⱦ����ܵ��ͣ��Ѿ��������Ť��ʱ�����Է��ڶ��о��У����µ�λ�����ͷ�Ӧ��.
8)����
����������ԭ�������֣�
A.�����������⣺�����н�������ƫ�ߣ��ر���ӡˢʱ����ú��׳��ֽ����������ߣ������ȵͣ�Ԥ�Ⱥ������������⣺��������ȲԤ�Ⱥ����������⣬���ᵼ��IC��������.��������ǵ�������.
B.ӡˢϵͳ��ӡˢ���ظ����Ȳ��λ���룬����ӡˢ�������⣬������������ϸ���QFP�������ְ��λ���ú�PCB��λ�����Լ��ְ崰�ڳߴ�/�����Ʋ�����PCB�������SN/PB�Ͻ�Ʋ㲻���ȣ����µ�������ƫ�࣬�����������.��������ǵ���ӡˢ�����ĸ�PCB����Ϳ��.
C.���ţ�Ӧ����Z����.
D.Ԥ�ȣ������ٶȹ��죬�������ܼ��������ӷ�.
9)������������ȱ�ݣ�
A.�����ʪ�ԣ�������PCB���� �� �� ���û�Ԫ�����ų������ã�������ԭ��Ԫ������/������/��Ⱦ;���ߵ��������¶ȣ�������������Щ���ᵼ����ʪ�Բ����ʱ������麸.
B.�������٣������ں��㲻����IC���Ÿ�������С��������ԭ��ӡˢģ�崰��С����о����(�¶����߲�)������������ͣ�
C�������𣬱������������Ź����Բ��û�������ֱ��Ӱ�캸������.������ԭ������/ȡ��ʱ����.
E.���������㣬�����о�������������.����ԭ��һ��PCBӡˢ/����ֹͣ���ӡˢ��ӡˢ���ղ����ı䣬�ְ崰�ڶ£�
������SMT�������飬��������hirox 3D ������������50-400���ʸ�������CCD(211������)����(3MM)��ͷ����±�ع�ѱ�����ͼ��ͨ��������֮��ʾ����̬(360��)��ʾ����.���ɺ������ؼ���pcb�ϵĺ���״��.�����һ���ר�õ�bga-Z��ͷ�������뵽bga�ײ��������ؿ���bga�����ʵ��״��.
��.SMA��ά�ޣ�
��SMT�����У��ر������²�Ʒ�����У���������SMA���Ӻ�����������λ���ŽӺ��麸�ȸ������⣬��Ҫ��QFP BGA һ����������ά�ޣ���BGAӦ����ר�ŵķ���վ.
OK���� METCAL APR-5000ϵ��BGA ����վ������ȫ�ȷ���ȷ�ʽ��ͨ����Ϳ���У��غ�����ȴ���������������BGA оƬ���з���. ���ɹ��ʴﵽ90%���ϡ�
